- 首页
-
专业服务
- 热端

转弯机
转弯机用于将热玻璃瓶从机前延长传输带平稳地输送至横向传输带。该机型适合用高速运
行生产线。

说明:
转弯机以较大弧度平稳运行。除主传输带以外,还有两个短传输带起支撑作用,代替传统传送板。
功能:
行列机传送带,第一个附加传送带(4)和第二个附加传送带(5)之间渐进的速度决定了玻瓶底部的摩擦力的方向,在整个输送过程中使玻瓶保持在“槽”里。这样,玻瓶输送到横向传送带过程中相互之间没有接触, 玻瓶相互间以确定的间距排成一排输送到退火炉装载设备。
装置:
整个装置包括传送单元,其驱动和调整单元, 行列机传送带驱动- 带两个集成的附加传送带, 与横向传送带连接,和可选择的节距控制用于行列机传送带无声链条。整个装置包括传送单元,其驱动和调整单元, 行列机传送带驱动- 带两个集成的附加传送带, 与横向传送带连接,和可选择的节距控制用于行列机传送带无声链条。
输送链:
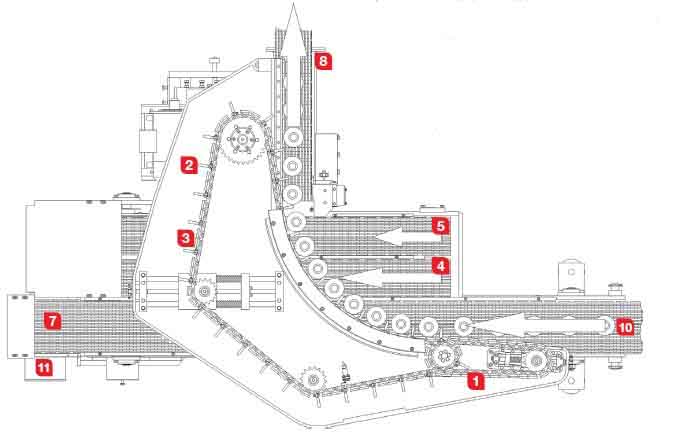
两个链条影响产品输送速度------►校正瓶罐排列的导链(1) ► 配有拨指(2)的主链条(3)
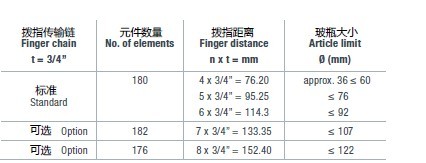
主链条拨指安装的距离是链条口袋数x ¾”。标准链条带180个链环,可以传送瓶罐高达92mm。
对直径范围在92mm到107mm和107mm到122mm,可配置182和176个链环的主链条(可选项)。
主链条节距有 n=4到n=8,取决于节距,节距有180,182或176个链环。用这种主链条,可以输送直径在36mm 到122mm的玻璃瓶。
调整传送带速度
通过行列机传送带驱动的变频器,行列机传送带的速度可以按节距控制的显示来纠正。
操作:
►行列机传送带驱动(6)的速度和转弯机驱动(9)的速度都可以按所需要的玻瓶间距单独设定。这样都可适应玻瓶的数量。
►行列机传送带上的瓶罐距离必须大于主链条拨指距离,横向传送带的距离必须小于主链条拨指距离。拨指距离偏差可以高10%。 取决于拨指的厚度,横向传送带上玻璃瓶的距离应该保持至少10mm到13mm的间距。通过转弯机变频器驱动马达对应送达的玻瓶来调整拨指位置。
►传送带节距控制允许测量机器的节距增加。
►整个系统运行期间传送带链条(10)永远无声。相应地,马达速度可在对应的变频器手动调整。
可选项:
►行列机传送带驱动辊子(7)设计的标准宽度是200mm,转换成150mm标准宽度也可以(可选项)。
►横向传送带链接(8)可用于标准链条宽度为125和150mm。在标准宽度为150mm时,该横向传送带连接为650mm。如果最短长度超过480mm,在标准宽度为125mm时,长度可以根据局部的空间状况做调整。
►转弯机有左手型和右手型。快速更换拨指可选用,其特点是大大降低维修时间。
驱动:
采用Simotion®伺服马达作为驱动。根据要求可安装DIN/IEC 90到132尺寸的马达。详情请联系我们。
1.前导链
2.拨指
3.主链条
4.第一个附加传送带
5.第二个附加传送带
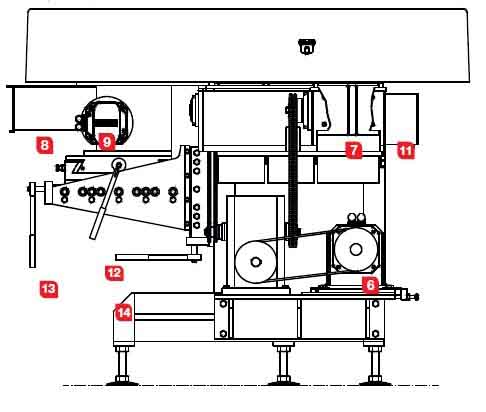
6.行列机传送带驱动
7.传送带驱动辊
8.横向传送带连接
9.转弯机驱动
10.传送带无声链条
11.节距控制脉冲变送器
12.相对于横向传送带横向调整
13.相对于机器传送带横向调整
14.高度调整
概述
优势
►横向传送带辊包括轴承更换简单
►附加传送带和横向传送带连接之间高度调配非常精确
►大半径范围玻瓶输送精准
►高速运行生产时, 玻瓶输送平稳
►机前传输带和转弯机的驱动为一个整体统一控制
技术数据
►最大传输速度,约800瓶/分钟
►拨指链条运转速度可达1米/秒
供货范围
►转弯机随机配备:前导链和出口导轨主链,配有拨指(按照用户方规格)
►驱动和调整装置包括: 三向调节装置带转弯机附件,定位和中心齿轮。
►行列机传送带驱动带集成附加传送带(带附加无声链条),行列机传送带用驱动头(没有输送无声链条),驱动马达用安装板
►横向传送带连接,标准宽度125mm或150mm,没有无声输送链条,包括偏移辊,横向传送带连接650mm长(海叶横向传送带型号4216,标准宽度150mm)。标准宽度125mm(海叶横向传送带型号4217),传送带本体长度可按用户规格设计(最短 500mm) .
可选项
►集成的传送带节距控制(用于行列机传送带)
润滑
►行列机传送带驱动和链条润滑:与行列机中央润滑系统连接
►转弯机轴承:手动操作中央油脂润滑
环境影响
►空气中的声音 ----在安装地方,转弯机运行噪音低于通常的噪声级别(大约94 dB(A))
►驱动链油润滑引起的油蒸汽

 扫一扫 关注公众号
扫一扫 关注公众号 阿达国际科技发展(北京)有限公司
 北京市朝阳区亮马桥路32号高斓大厦716-722
北京市朝阳区亮马桥路32号高斓大厦716-722 +86(10)6463 7797
+86(10)6463 7797 swan.si@cgeglass.com.cn
swan.si@cgeglass.com.cn
- 热端
